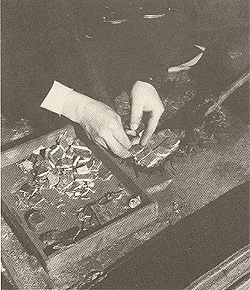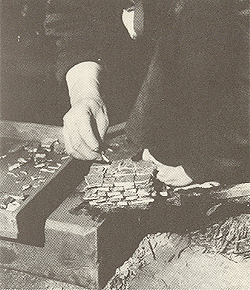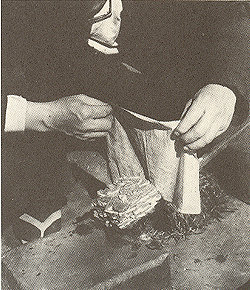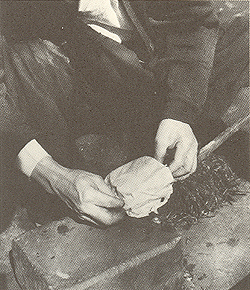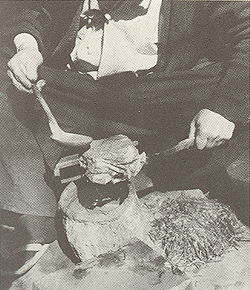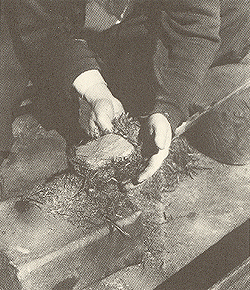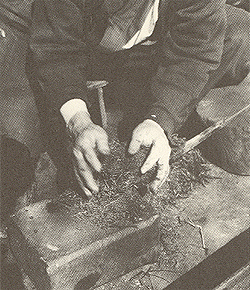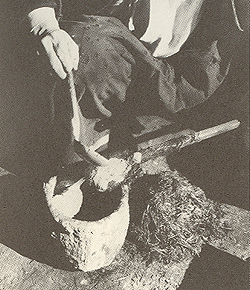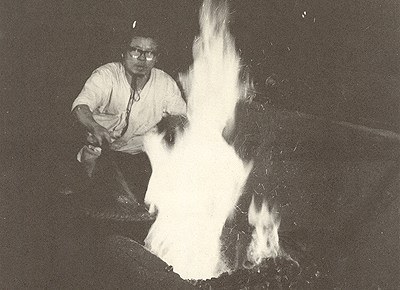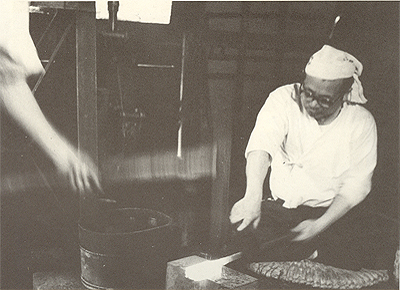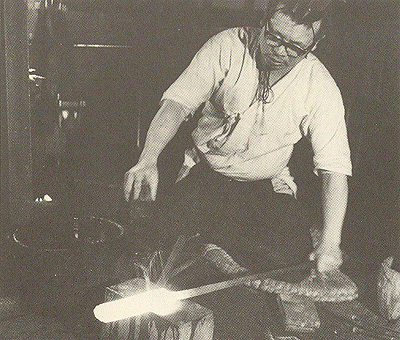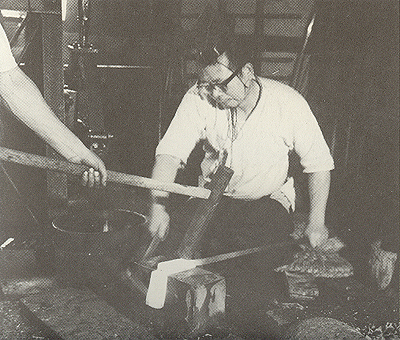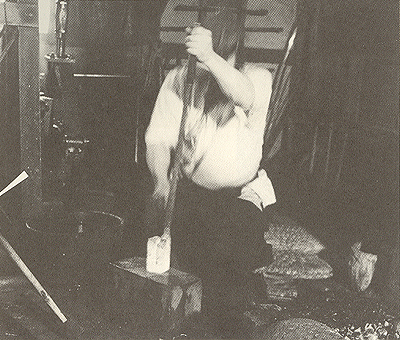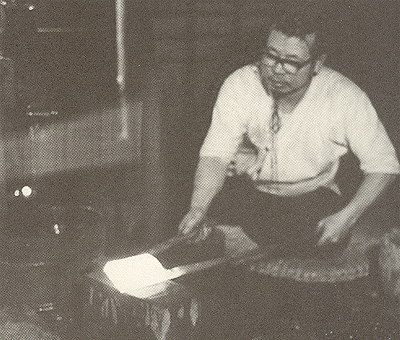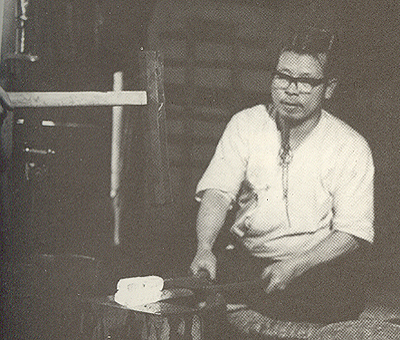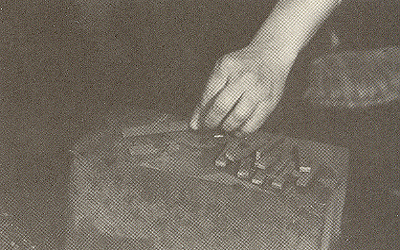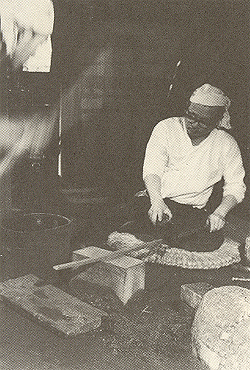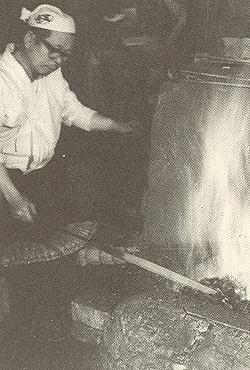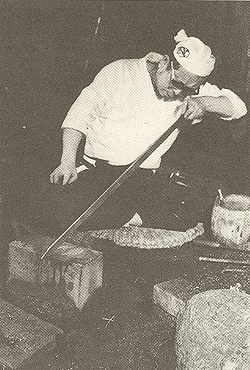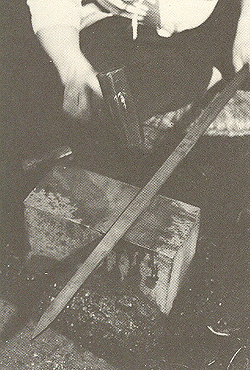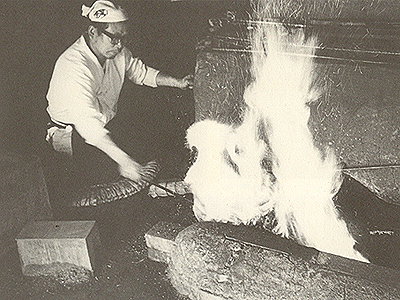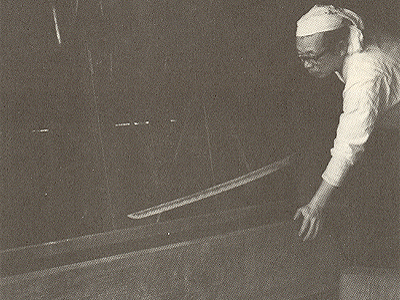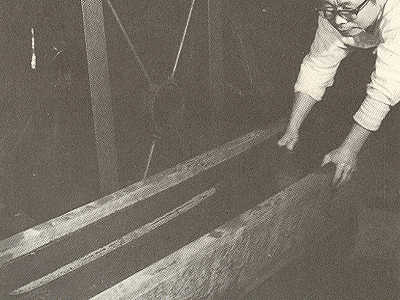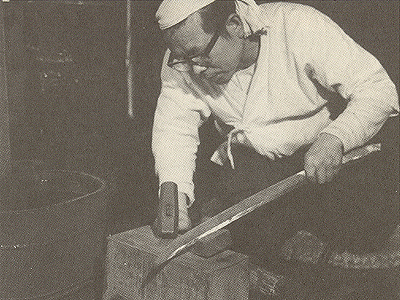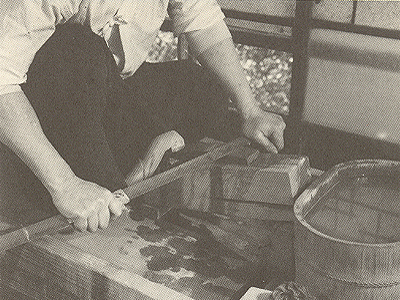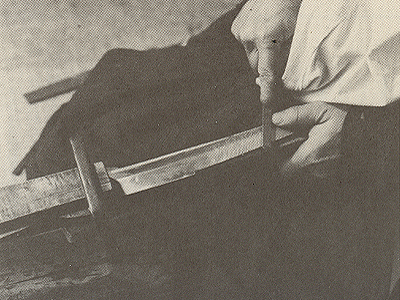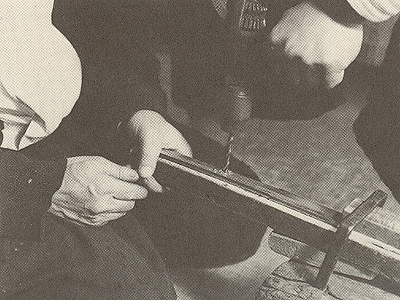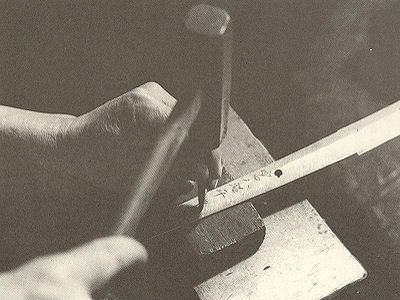
This webpage shows the swordmaking process based on valueable photos performed by the late living national treasure, Miyairi Akihira (1913-1977). He entered the Nihonto Tanren Denshusho (directed by Kurihara Hikosaburo Akihide) at the age of 10. He made an unbreakable record of five consecutive "Tokusho" winner in Shinsakuto Gijyutsu Hatpyoukai from 1955 to 1959. In 1960, he became a Mukansa followed by the second living national treasure in 1963. He aimed the Shizu Kaneuji and Soshu style during his life.